Für die Reinigung der empfindlichen Bauteile mit maximalen Abmessungen von einigen Millimetern kommen nur sehr wenige Verfahren in Frage. Die meisten davon eignen sich zudem nur eingeschränkt: Die Kraft, mit der beim CO2-Schneestrahlen das Kohlendioxid auf die Oberfläche prallt, können die sensiblen Komponenten verbiegen oder beschädigen. Auch das Beizen oder die Reinigung in Waschkabinen sind nicht optimal, da häufig Schmutz in den kleinen Bohrungen oder Geometrien verbleibt. Um den Laserbearbeitungsprozess als Ganzes zu optimieren, hat GFH deshalb das häufig eingesetzte Ultraschall-Reinigungsverfahren weiterentwickelt. Dazu wurde eine Parameterstudie mit laserbearbeiteten Edelstahl- und Messing-Bauteilen durchgeführt.
Wird ein Werkstoff mit kurzen Lichtimpulsen bearbeitet, entsteht sogenannter Schmauch, der bei der Bearbeitung so gut wie möglich abgesaugt wird. Wegen der immensen kinetischen Energie der Materialpartikel bleiben auf den Werkstücken jedoch Restpartikel, die nicht einfach mit Druckluft beseitigt werden können. Die minimalen Toleranzanforderungen an Geometrie und Rauheit der Bauteile können jedoch nur dann erfüllt werden, wenn der Fertigungsprozess optimiert und die tatsächliche Oberfläche beurteilt werden. Die in der modernen Fertigung geltenden Restschmutzanforderungen verlangen deshalb eine robuste und wiederholbare Reinigungstechnik für Mikrobauteile, die mittels Laserprozesse hergestellt werden. „Bereits eine kleine Differenz der Geometriegenauigkeit vor und nach der Reinigung kann bei Komponenten, die geringe Toleranzen erfordern, Auswirkungen auf deren Funktionsfähigkeit haben“, erklärt Anton Pauli, Geschäftsführer bei GFH, das Problem. Zudem wirken solche Rückstände als Verschleißpartikel oder können ‒ je nach Einsatzbereich ‒ Schaden anrichten, indem sie beispielsweise Drosseln in Einspritzsystemen verstopfen.
Folientests geben Aufschluss über Ultraschallwirkung

Zur Analyse der Funktionsfähigkeit des Ultraschallbeckens wurden zunächst Folientests durchgeführt.
Da bisher kein Reinigungsverfahren eine Lösung für dieses Problem bot, hat sich der Laser-Maschinenhersteller und -Lohnfertiger GFH der Sache angenommen. „Wenn zu einer Thematik kein Fachwissen vorhanden ist, erarbeiten wir dieses. Denn um eine erfolgreiche Lasermikrobearbeitung durchzuführen, muss jeder einzelne Schritt optimal gelöst sein“, erläutert Pauli seine Unternehmensphilosophie. Weil sich das Ultraschall-Reinigungsverfahren am besten für die per Lasermikrobearbeitung gefertigten Teile eignet, wurden als Grundlage für die Analyse zunächst sogenannte Folientests durchgeführt. Die Löcher, die dabei in die im Becken platzierte Alufolie gerissen werden, erlauben Rückschlüsse auf die Verteilung und Intensität der Ultraschallwirkung. „Die Auswertung ergab signifikante Unterschiede, die zu kennen wichtig war, um die nachfolgende Studie unter gleichbleibenden Bedingungen durchzuführen, aber auch um im täglichen Gebrauch die bestmögliche Wirkung zu erzielen“, führt Barbara Schmid, die bei GFH für die Untersuchungen zuständig war, aus. „So konnten wir ganz grundsätzlich die Funktionalität des Reinigungsbeckens überprüfen und das zu reinigende Element jeweils optimal platzieren.“
Parameterstudie: Spezieller Auswertungsalgorithmus
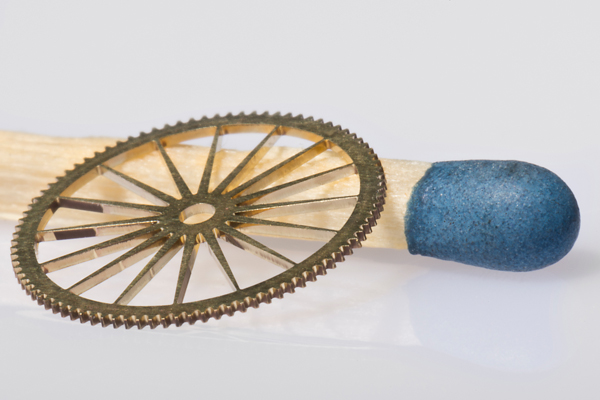
Für die anschließende Parameterstudie wurden mit der von GFH entwickelten Lasermikrobearbeitungsmaschine GL.compact zwei Bauteil-Serien à 200 Stück gefertigt: eine aus Edelstahl und eine aus Messing. Die Wahl fiel auf diese beiden Materialien, da Edelstahl sehr häufig verwendet wird und Messing zu Verfärbungen neigt sowie eine Reihe weiterer Probleme bei der Reinigung mit sich bringt. Die Komponenten mit einer Kantenlänge von 5 mm, kleinen Einschnitten und einer Bohrung wiesen alle die gleiche Geometrie auf, so dass die Verschmutzung dieselbe und die Ergebnisse somit vergleichbar waren. Als relevante Einflussfaktoren wurden Frequenz, Temperatur, Reinigungs- und Spülmedium, Füllstand, Konzentration der Chemikalien, Dauer der eigentlichen Reinigung sowie Spülung und Trocknung identifiziert, aber auch das Zubehör fand Berücksichtigung, etwa verschiedene Gefäße, in denen kleine Teile platziert werden, die sonst verloren gehen könnten.
„Alle Parameter wurden einzeln untersucht und bewertet, wobei wir die Sauberkeit zusätzlich unter dem Mikroskop validiert haben“, berichtet Schmid. „Um selbst geringste Unterschiede darstellen zu können, wurde eigens ein spezieller Auswertungsalgorithmus entwickelt und angewandt.“ Die Basis dafür waren verschiedene Bildbearbeitungsprozesse: So wurden die Mikroskopaufnahmen zunächst in Graustufen umgewandelt. Um Stellen mit Laserschmauch ‒ erkennbar anhand dunkler Spuren ‒ vom restlichen Bauteil unterscheiden zu können, wurde ein Schwellwert gewählt, die dunklen Pixel extrahiert und gezählt. „Zur besseren Interpretation haben wir diese Werte auf einer Skala eingeordnet, wobei ein Bauteil direkt nach der Bearbeitung, das entsprechend viele dunkle Bildpunkte aufwies, als zu 0 Prozent sauber eingestuft wurde. Der theoretische Wert von 100 Prozent entsprach somit einer Komponente ohne dunkle Pixel, die also frei von jeglicher Verschmutzung war“, ergänzt Schmid.
Prozess-Optimierung durch Auswertung der Einstellungen
Für ein optimales Ergebnis sollte das Reinigungsmedium mindestens 10 min vor dem Beginn der Prozedur entgast werden. Für Messing eignet sich grundsätzlich ein leicht saures Medium, für Edelstahl hingegen ein alkalisches. Zu beachten ist, dass wegen der hohen Temperaturen während der Reinigung ein Teil der Flüssigkeit verdampft. „Deshalb sollte der Füllstand regelmäßig überprüft und gegebenenfalls angepasst werden, denn sowohl ein zu niedriger als auch ein zu hoher Füllstand mindert die Reinigungsleistung“, so Schmid. Wenn sehr empfindliche Teile gereinigt werden, empfehlen sich Glasbecher oder Plastiknetze als Gefäß. Robustere Teile sollten in einem Edelstahlkorb gereinigt werden.
Temperaturen zwischen 45 und 65 °C bringen ‒ abhängig von der Reinigungsdauer ‒ die besten Ergebnisse, da aufgrund der Ultraschall-Kavitation mit zunehmender Zeit auch die Temperaturen steigen. Die Verbesserungen sind nach 15 min Reinigung und 5 min Spülen am größten. Eine längere Zeitdauer von bis zu 45 min Reinigung und 15 min Spülung erzielt im Vergleich dazu nur geringe Verbesserungen. Die optimale Reinigungsfrequenz ist die „Dual-Frequenz“, welche alle 30 s zwischen 37 und 80 kHz wechselt. Bei großen Objekten oder wenn mehrere Teile gereinigt werden, ist es von Vorteil, den „sweep“-Modus zuzuschalten. Ist die Verunreinigung sehr hartnäckig, kann der „Pulse“-Modus zu einer Verbesserung führen. Ein Vorreinigen ist nur nötig, wenn sich Öle oder andere Fette auf den Bauteilen befinden. Bei der Spülung helfen ein Korrosionsschutz-Zusatz sowie ein Netzmittel, die anschließende Trocknung zu verbessern.
Optimiertes Reinigungsverfahren wird Standard
Die Umsetzung der gewonnenen Erkenntnisse führte bei der Edelstahl-Serie zu einer Verbesserung der Sauberkeit von 74 auf über 95 Prozent. „Im Gegensatz zu anderen Bearbeitungsmethoden werden beim Lasern kein Öl, Kühlflüssigkeit oder Schmierfett verwendet, was sich auch auf die entstehenden Verschmutzungen auswirkt. Wir haben festgestellt, dass das Hauptproblem bisher darin bestand, dass das Reinigungsverfahren nur an das Material, nicht aber an den vorangegangenen Bearbeitungsprozess angepasst worden war“, bringt Schmid die Ausgangslage auf den Punkt. Um die internen Laserbearbeitungsprozesse zu optimieren und auch für die Kunden eine sichtbare Verbesserung der Qualität sowie eine höhere Geometriegenauigkeit zu erzielen, wurden seit Juni 2016 schrittweise Maßnahmen umgesetzt, um das verbesserte Verfahren als Standard bei GFH zu implementieren. Kommen bei einem neuen Projekt andere Materialien ins Spiel, wird auch die Reinigung entsprechend angepasst. Die Resonanz auf das Gesamtpaket aus Bearbeitung und Säuberung ist dabei seitens der Kunden durchweg sehr positiv.
Weitere Informationen im Internet: www.gfh-gmbh.com