

Der richtige Umgang mit Faserverbundwerkstoffen ist eine Spezialität der Schweizer CONNOVA Gruppe – von der Entwicklung über den Prototypenbau bis zur Serienfertigung mit modernem Maschinenpark. In der Einzelteilfertigung ist jedoch noch viel Handarbeit gefragt, unterstützt durch den Einsatz diverser Handwerkzeuge. Seit kurzem hat sich hier der neue Fiber Composite Nibbler FCN 250 von TRUMPF etabliert. Er spielt seine Stärken insbesondere beim Trennen von Aramidfasern aus.
Schwerpunkte der Connova AG sind der F1-Rennsport, der automobile Sportwagensektor sowie die Luft-/Raumfahrt. Unternehmen dieser Branchen nutzen Hochleistungs-Faserverbundstrukturen besonders gerne. Denn die hohe Stabilität solcher Bauteile gepaart mit extrem geringem Gewicht wirkt sich unmittelbar auf Sicherheit, Leistung und Verbrauch aus.
Dementsprechend gefragt ist das Know-how der Composite-Experten beispielsweise beim Schweizer Rennstall Alfa Romeo Racing. Für seinen Formel1-Boliden produziert CONNOVA jedes Jahr mehrere 1000 Bauteile mit speziell aufgebauten, uni-direktionalen Faserstrukturen – vom Hitzeschutz bis hin zu diversen Aerodynamikbauteilen wie zentralen Teilen des Frontflügels. Auch Porsche nutzt das Schweizer Wissen im Rahmen einer engen Entwicklungspartnerschaft. Unter anderem wurde ein Hochtemperatur-Hitzeschild für den Motorraum des Supersportwagens 918 Spider entwickelt und gebaut.




Besäumen von Prototypen mit Handwerkzeug
Die Herstellung von Formen und Werkzeugen sowie das maßgenaue Fräsen und Besäumen der Serienproduktion erfolgt auf modernen Fünfachs-CNC-Maschinen. Der grobe Zuschnitt großer Teile und das Besäumen von Prototypen übernehmen die Mitarbeiter hingegen primär von Hand. Eine Aufgabe, für die sich der neue Fiber Composite Nibbler TruTool FCN 250 von TRUMPF eignet. Gleiches gilt für diverse Einzelteile, die nicht in Serie gehen.
Die erste Testmaschine des Faserverbundnibblers kam aufgrund eines Einzelteil-Auftrags zu CONNOVIA. 2018 lag die Anfrage eines Unternehmens vor, das ein Flugzeug aus den 60er-Jahren wieder auflegen wollte. Viele der nachzubauenden Teile bestehen aus AFK, also aramidfaserverstärktem Kunststoff. Diese zu trennen, stellt eine besondere Herausforderung dar.
Fertigungsbetriebe verwendeten in früheren Jahren dafür sogenannte Wasserstrahl-Handwerkzeuge. Diese sind aber enorm gefährlich und dürfen heute nicht mehr eingesetzt werden. Aramidfasern lassen sich jedoch weder mit Sägen noch mit Winkelschleifern vernünftig trennen. Mit diesen Werkzeugen können keine sauberen und genauen Schnittkanten erreicht werden. Zudem entstehen oft gefährliche Stäube und viel Rauch. Nicht zu unterschätzen sei darüber hinaus der durch die schnell drehenden Scheiben verursachte, intensive Wärmeeintrag in das Material, der zu Delamination führt – heißt, die mit Kunststoff verbundenen Faserschichten lösen sich an den Schnitträndern ab.
Grund genug, sich auf die Suche nach einem alternativen Verfahren zu machen. Der Einsatz von Fräsmaschinen ist für eine solche Einzelteilefertigung schlichtweg zu teuer. Zudem ist der Werkzeugverschleiß bei Aramidfasern enorm groß. Stationäre Wasserstrahlanlagen haben von technischer Seite mit dem Trennen dieses Werkstoffs kein Problem. Aber der Aufwand für das Programmieren, Einrichten etc. und die anzusetzenden Maschinenkosten stehen für die wenigen Einzelteile in keinem Verhältnis zum Ertrag.
Faserverbundnibbler geht butterweich durch Aramidfasern
Glücklicherweise kam just zu dieser Zeit eine Anfrage von TRUMPF, ob CONNOVIA als Testkunde für einen neuen Faserverbund-Nibbler zur Verfügung stehen würde. Die Entscheidung fiel nicht schwer, und das Ergebnis hat begeistert. Der neue Nibbler ging butterweich durch das AFK, ohne Rauch und Staub. Dabei erzeugt er beim Schneiden auf Sicht für ein Handwerkzeug erstaunlich saubere und exakte Kanten.

Genauso problemfrei trennt der FCN 250 carbonfaserverstärkte (CFK), glasfaserverstärkte (GFK) Kunststoffe sowie Duroplaste und Thermoplaste. Um dies zu ermöglichen, hat TRUMPF unter anderem die Schneidgeometrie und die Schneidwerkzeuge auf das neue Material hin angepasst. Beim Nibbeln handelt es sich um einen kalten Prozess ohne Wärmeeinfluss. Als Werkzeug dienen ein Stempel, der schnell aufeinander folgende Stanzhübe ausführt, und eine Matrize, die diese Kraft aufnimmt. Durch den Einsatz von hochwertigen, beschichteten Schneidwerkzeugen, wird eine Delamination sowie ein Ausfransen der Schnittkante vermieden.
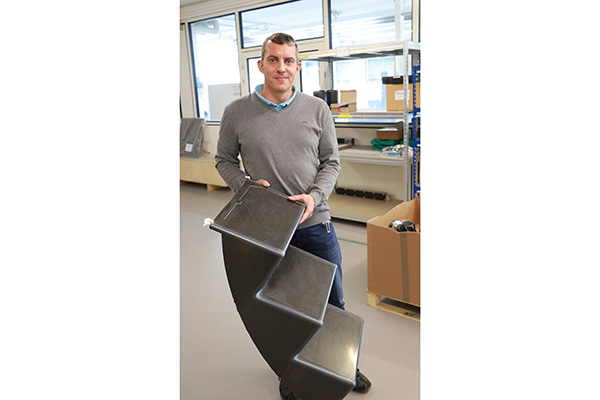
Bis zu 2,5 Millimeter Materialstärke schneidet der neue Nibbler mit einer Arbeitsgeschwindigkeit von 1,9 Meter pro Minute. Dank freier Sicht auf die Arbeitsfläche, lassen sich die Trennschnitte sehr genau an einem Anriss entlang oder einer Schablone führen. Dabei sind selbst enge Radien möglich. Connova-Projekt Manager Stefan Wyss bestätigt dies und nennt lediglich Grenzen, wenn höchste Präzision gefordert ist oder das Material zu dünn wird: „Wenn wir Gewebebauteile trennen, stoßen wir unterhalb von 0,5 Millimeter Materialstärke an die Grenze des für den TRUMPF Nibbler sauber machbaren. Bei uni-direktionalen Faserstrukturen brauchen wir für die bei uns geforderte Schnittqualität mindestens 0,8 Millimeter.“

Gute Standzeiten der Verbrauchsteile
Als positiv schätzt Wyss auch Kosten für Verbrauchsteile des TruTool FCN 250 ein. Sein Unternehmen hat zwar noch keine besonders umfangreichen Einsatzerfahrungen, aber die von TRUMPF angegebenen rund 300 Meter Standzeit für eine Matrize beim Trennen von zwei Millimeter starkem GFK oder CFK betrachtet er als realistische Größe. Für den Stempel veranschlagt der Hersteller etwa 150 Meter, wobei sich die Standzeit bei dünnerem Material nochmals deutlich erhöht. Daher ist TRUMPF Elektrowerkzeug-Vertriebsleiter Stefan Anshelm überzeugt, dass die Kosten pro Meter im Vergleich zu anderen Trennverfahren um bis zu 50 Prozent niedriger sind. Außerdem hebt er hervor: „Ist ein Stempelwechsel nötig, funktioniert das ganz einfach, ohne zusätzliche Hilfsmittel und innerhalb weniger Sekunden. Genauso wie bei unseren Nibblern für Dünnblech.“





- 【BLUETOOTH 5.3-TECHNOLOGIE】 ►Die Verbindung zum Telefon ist reibungsloser, schneller und stabiler►Das Bluetooth bietet eine...

- BLUETOOTH 5.3 WIRELESS TECHNOLOGY - Ermöglicht das nahtlose Streamen von Unterhaltung von Ihrem Mobiltelefon und jedem anderen...